Adaptive Werkzeugwegstrategie
Sie gilt als hocheffizient, da sie die Werkzeugstandzeit durch einen anderen Pfad im Vergleich zur traditionellen OFFSET-Strategie deutlich verlängern kann.
- Hauptvorteile:
-
Konstanter Eingriffswinkel
Das Werkzeug erreicht nie den vollen radialen Eingriff. Plötzliche Überlastungen werden vermieden.
-
Gleichmäßiger Werkzeugverschleiß
Die Schnittkräfte verteilen sich über die gesamte Schneidenlänge, nicht konzentriert an der Werkzeugspitze.
-
Geringere Spindellast
Da der Eingriff kontrolliert ist, wird weniger Spitzenleistung von der Maschine benötigt.
-
Längere Werkzeugstandzeit
Reduzierte Hitzekonzentration und mechanischer Schock verlängern die Werkzeugstandzeit erheblich.
-
Höhere Materialabtragsrate (MRR)
Ermöglicht tiefe axiale Schnitte mit geringem radialem Eingriff.
-
Keine spezielle Maschine erforderlich
Die Vorteile sind auf Standard-CNC-Maschinen erreichbar, sofern der Werkzeugweg von der CAM-Software unterstützt wird.
-
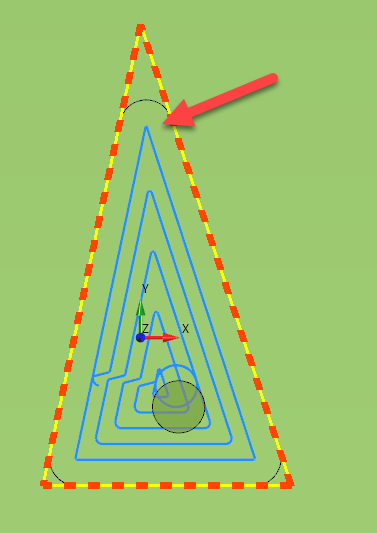
Dies ist der übliche Standard-OFFSET-Werkzeugweg. Am markierten Punkt arbeitet das Werkzeug fast im Vollschnitt und es gibt einen großen Eingriffswinkel.
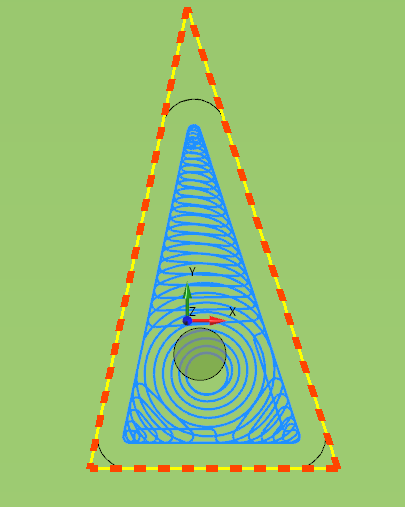
Dies ist der mit der ADAPTIVE-Strategie generierte Werkzeugweg. Sie sehen, dass das Werkzeug mit konstanter Last arbeitet und nie einen hohen Eingriffswinkel überschreitet. Auf diese Weise können Sie tiefere Schnitte verwenden, um die Kraft über die gesamte Schneidenlänge zu verteilen.
Werkzeugwegverhalten
- Der Werkzeugweg ist nichtlinear und weich
- Scharfe 90°-Ecken werden vermieden
- Die Vorschubgeschwindigkeit bleibt stabil
- Die Maschinenbewegung ist flüssiger, was Vibrationen und mechanische Belastung reduziert
- https://www.harveyperformance.com/in-the-loupe/8-ways-youre-killing-your-end-mill/ , insbesondere auf den Abschnitt "Using Traditional Roughing"
Wenn Sie Holz oder Kunststoff bearbeiten, bietet diese Strategie keine Vorteile gegenüber der traditionellen Versatzstrategie
Typische Schnittparameter
Adaptives Fräsen arbeitet normalerweise mit:
- Radiale Eingriffstiefe: ~7–12 % des Werkzeugdurchmessers
- Axiale Tiefe: 2–3× Werkzeugdurchmesser (manchmal mehr, werkzeugabhängig)
- Spanlast: wird vom CAM-Algorithmus konstant gehalten
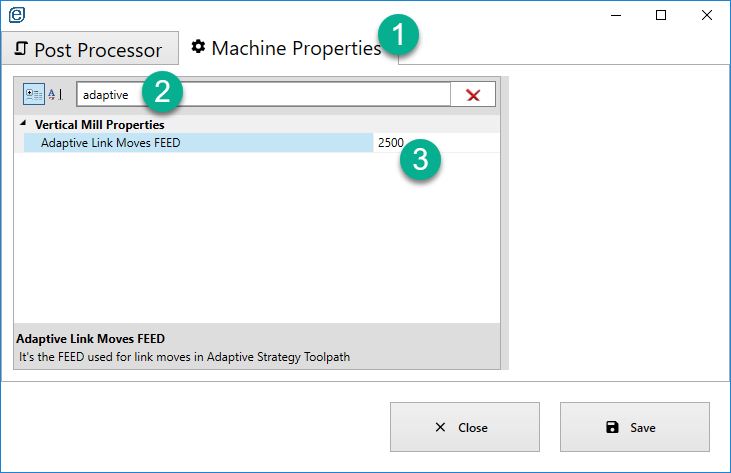
Wie ändere ich den Vorschubwert für Verbindungsbewegungen?
Sie können den Standardvorschub für Verbindungsbewegungen im Dialog des Postprozessors bearbeiten.
1) Wählen Sie die Registerkarte Maschineneigenschaften aus
2) Suchen Sie nach "adaptive"
3) Geben Sie Ihren benutzerdefinierten Wert ein. Lassen Sie 0, um den werkseitigen Standardwert zu verwenden.