Heidenhain Postprozessor-Anpassung
Ab Version 5.0.240
In diesem Beitrag finden Sie einige Hinweise zur Heidenhain Postprozessor-Anpassung.
Bitte senden Sie mir eine E-Mail, wenn Ihnen etwas falsch oder unklar erscheint.
Hier die aktuelle Website zum Herunterladen des Handbuchs: https://content.heidenhain.de/doku/tnc_guide/html/
Sie können auch die Programmiersoftware für Windows-PCs herunterladen, um den ausgegebenen G-Code zu testen (auf 100 Zeilen begrenzt).
Hier der Link: https://www.heidenhain.com/service/downloads/software
Der neueste Postprozessor ist verfügbar unter der Postprozessor-Downloadseite.
Bohr-Makro
Zusätzliche Erklärungen finden Sie auch hier.
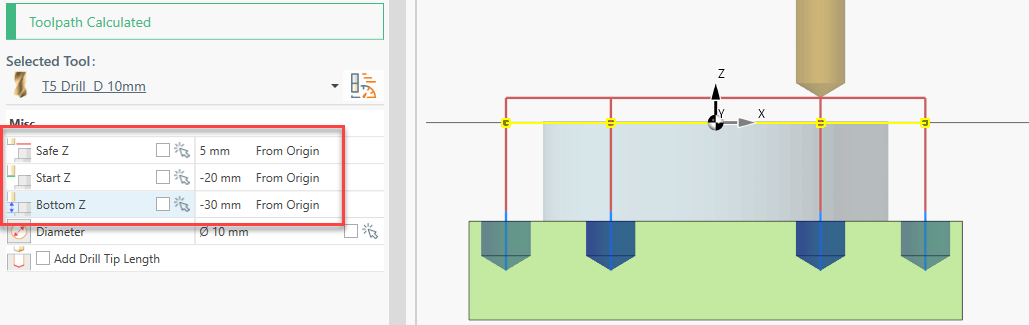
Die vom Bohr-Makro angeforderten Parameter.
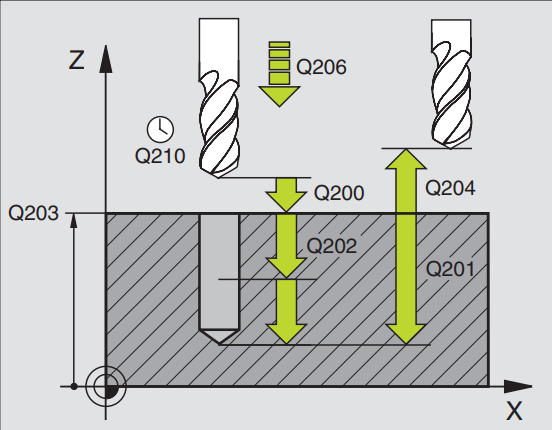
Das Beispielprojektbild mit angegebenen Z-Ebenen:
Hier die Parameterbeschreibung:
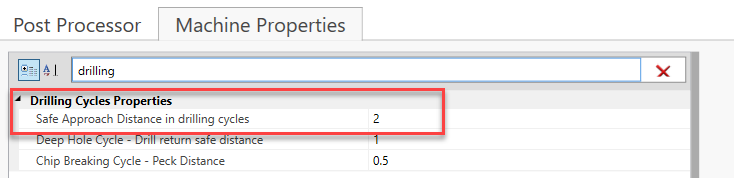
Q200: Inkrementaler Abstand von Q203. Dies ist die Z-Ebene, in der der Vorschub von Eilgang auf Arbeitsvorschub wechselt.
Sie legen diesen Wert im Postprozessor-Dialog unter Maschineneigenschaften > Sicherer Anfahrtsabstand in Bohrzyklen fest.
Q201: Dies ist die WERKZEUG-UNTERKANTE Z-EBENE. Inkrementaler Abstand von Q203.
Q206: Vorschub. Definiert über die Schnittdatenparameter des Werkzeugs.
Q202: Zustelltiefe. Definiert über die Schnittdatenparameter des Werkzeugs.
Q210: Verweilzeit oben. Fest codierter Wert in der Postprozessor-Vorlage.
Q203: Dies ist die START-Z-EBENE absolut Koordinate. Siehe das Bild der Bohrbearbeitungsebenen.
Q204: Es ist die SICHERE Z-EBENE inkrementelle Koordinate von Q203. Es ist die sichere Z-Ebene, in der das Werkzeug mit nichts kollidiert.
Q211: Verweilzeit am Boden, angegeben in SEKUNDEN. Fest codierter Wert in der Postprozessor-Vorlage.
Hier die [Tiefbohren] Vorlage:
CYCL DEF 200 DRILLING ~
{NO_LINE_N} Q200={APPROACH_SAFE_DISTANCE} ;SET-UP CLEARANCE ~
{NO_LINE_N} Q201={INCRE_HOLE_DEPTH} ;DEPTH ~
{NO_LINE_N} Q206={FEED_VALUE} ;FEED RATE FOR PLUNGING ~
{NO_LINE_N} Q202={STEP_VALUE} ;INFEED DEPTH ~
{NO_LINE_N} Q210=0 ;DWELL AT TOP ~
{NO_LINE_N} Q203={START_Z_VALUE} ;SURFACE COORDINATE ~
{NO_LINE_N} Q204={SAFE_Z_INCR} ;2ND SET-UP CLEARANCE ~
{NO_LINE_N} Q211={DWELL_CODE} ;DWELL AT BOTTOM
{POINT_LIST}
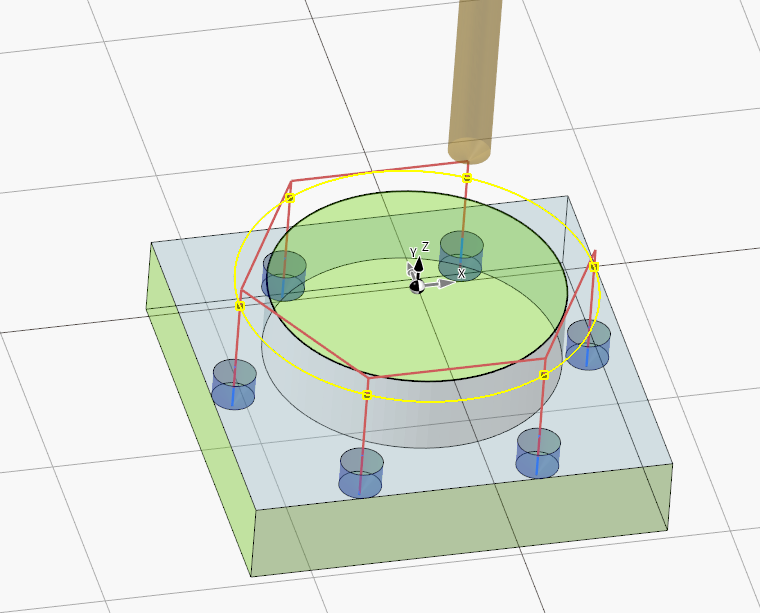
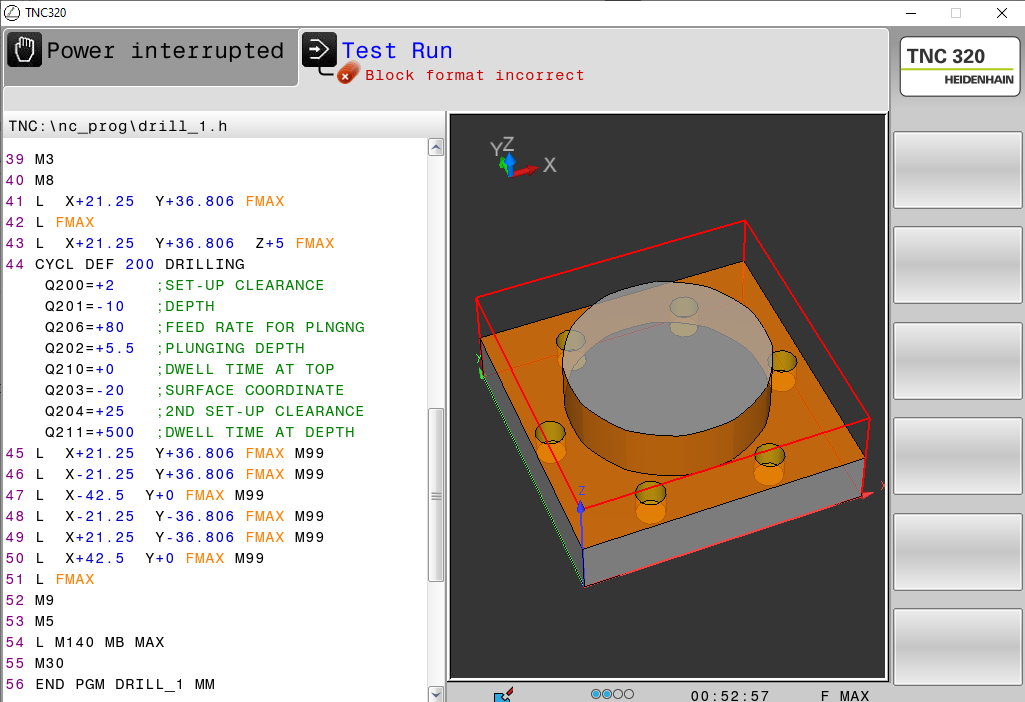
Die grafische Simulation von der Programmierstation:
Heidenhain-Programmierstationshinweise
Drücken Sie diese Taste, um den generierten G-Code zu öffnen. 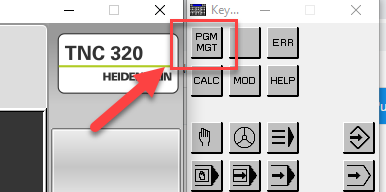
Es wird der Ordner geöffnet:
C:\Program Files (x86)\TNC320\771854\TNC\nc_prog
Speichern Sie den G-Code in diesem Ordner.
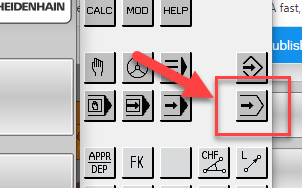
Drücken Sie diese Taste, um die Simulation zu starten.
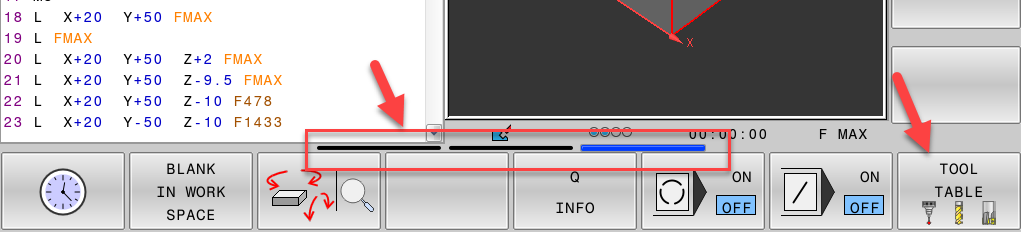
Weitere Simulationskonfigurationen finden Sie durch Blättern in der hier angegebenen Softkey-Leiste.
In diesen Menüs ist auch die Werkzeugtabelle verfügbar.
 Standardmäßig ist die Werkzeugstation identisch mit dem Werkzeugradius.
Standardmäßig ist die Werkzeugstation identisch mit dem Werkzeugradius.
Beispiel: Das Werkzeug an Station 10 hat einen Werkzeugradius von 10 mm.
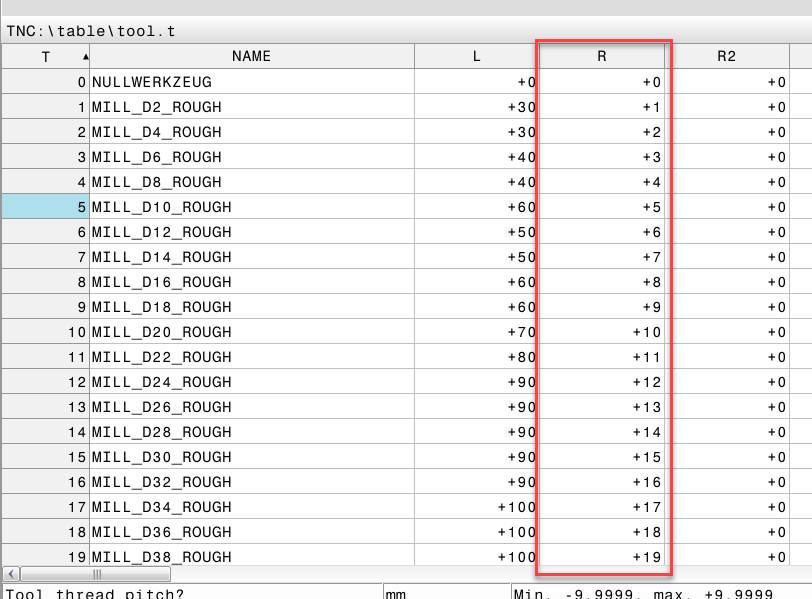
Sie können die Werte in der Werkzeugtabelle bearbeiten. Drücken Sie [ENDE], wenn Sie fertig sind.