Tutorial Drehmaschine - Kolben Teil 1
IN THIS ARTICLE
1 - Übersicht
DIESES TUTORIAL IST FÜR EINE ÄLTERE VERSION - ES WURDE NICHT AKTUALISIERT
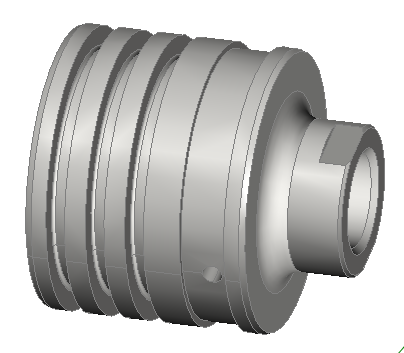
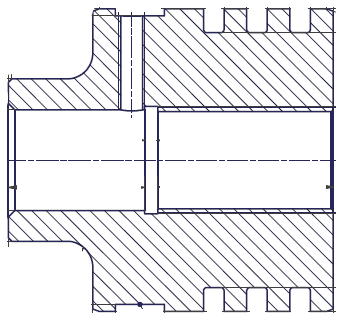
Dieses Tutorial behandelt die Erstellung des unten abgebildeten Kolbenbauteils.
Es wird das metrische System zur Definition von Koordinaten und Werten verwendet.
Am Ende dieser Seite finden Sie alle zugehörigen Artikel zu den in diesem Tutorial verwendeten Konzepten.
Im spezifischen Artikel finden Sie weitere Informationen zur Software. Wie immer: Wenn etwas unklar ist oder fehlt, senden Sie mir eine Nachricht über das Kontaktformular, damit ich die Dokumentation ergänzen kann.
Das Bauteil wird in 2 Phasen erstellt. Jede Phase benötigt ein anderes Aufspannungselement.
Hier können Sie die in diesem Teil des Tutorials erstellte Projektdatei herunterladen.
2 - Erste Aufspannung hinzufügen
Zuerst müssen wir die erste Aufspannung definieren. Wir wählen eine Drehmaschinen-Aufspannung, da wir einige Drehbearbeitungen am Bauteil durchführen werden.
Die Aufspannung fungiert wie der übergeordnete Ordner aller Bearbeitungen, die sich auf die aktuelle Stufe beziehen.
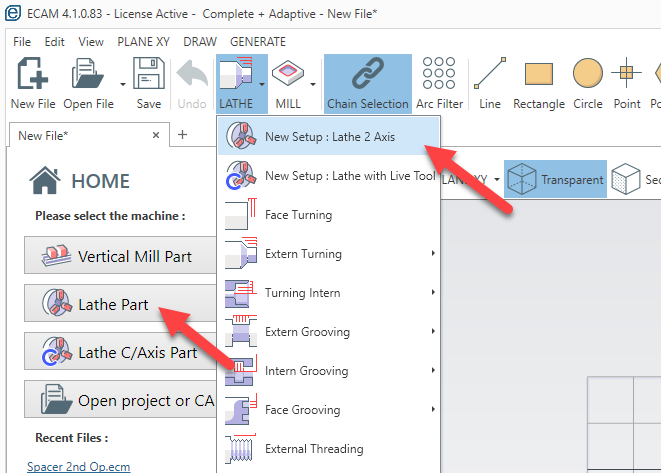
Klicken Sie also auf der Hauptseite auf die Schaltfläche [Drehteil] in der linken Spalte
oder
aus Menü -> Drehen -> Neue Einrichtung : Drehen 2 Achsen
An diesem Punkt erhalten Sie diesen Bildschirm. Hier können Sie Eigenschaften auf Einrichtungsebene bearbeiten, wie den Maschinentyp und die Maschinendefinition.
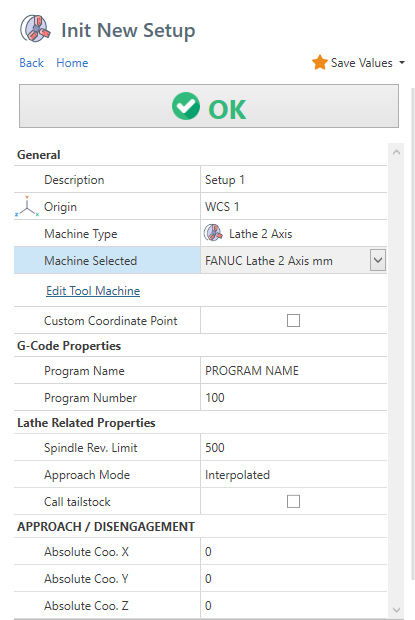
Natürlich können Sie diese Werte später ändern, indem Sie auf das Einrichtungselement in der Baumansicht klicken.
In diesem Bildschirm können Sie den ausgewählten Ursprung, Programmnamen, Programnummer, Drehmaschinenspindelbegrenzung und alle notwendigen Parameter für die Einrichtung bearbeiten.
Siehe hier für detailliertere Informationen zum Einrichtungsbildschirm.
Für dieses Tutorial stellen Sie diese Eigenschaften ein:
Beschreibung -> Kolbeneinrichtung 1
Ursprung -> WCS 1
Programmname -> Custom Piston
Programmnummer -> 50
Spindeldrehzahlbegrenzung -> 1500
Lassen Sie andere Eigenschaften mit Standardwerten
Drücken Sie [OK] um zum nächsten Schritt zu gelangen.
3 - Rohteildefinition
Weitere Informationen auf zugehöriger Seite .
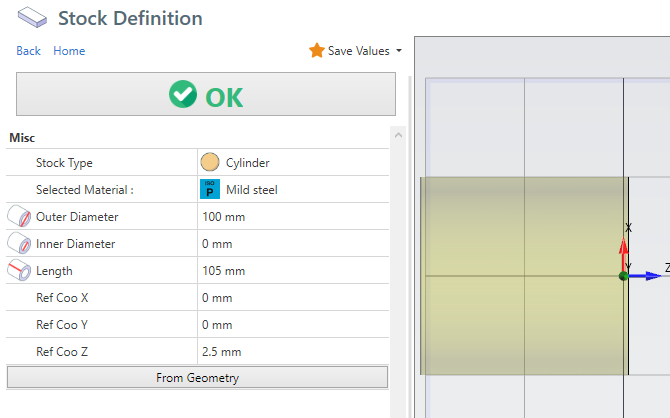
Für dieses Tutorial stellen Sie diese Eigenschaften ein:
Rohteiltyp -> Zylinder
Ausgewähltes Material -> Baustahl
Außendurchmesser -> 100
Länge -> 105
Ref. Ko Z -> 2.5
Drücken Sie [OK], um mit dem nächsten Schritt fortzufahren.
4 - Plandrehen
Hier weitere Informationen zum Plandrehen.
Wie üblich ist die erste Bearbeitung, die in einem Drehmaschinen-Bauteil hinzugefügt wird, das Plandrehen.
Über Menü -> DREHMASCHINE -> Plandrehen
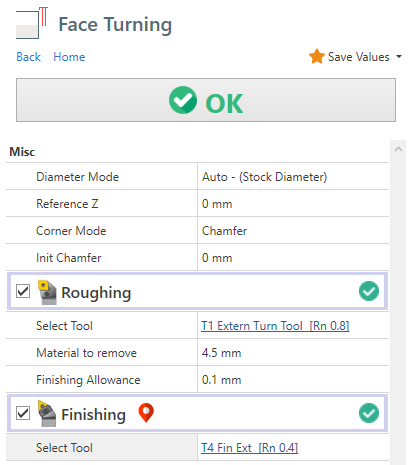
Bearbeiten Sie diese Felder:
Zu entfernendes Material: 4,5. Dieser Abstand wird vom Referenz-Z-Wert in Z+-Richtung gemessen. Das bedeutet, dass der Werkzeugweg 4,5 mm zu entfernendes Material berücksichtigen muss.
Aufmaß: 0,1. Es handelt sich um das Aufmaß, das von der Schruppbearbeitung für das Fertigwerkzeug hinterlassen wird.
Fertigungsbearbeitung aktivieren
5 - Außendrehen
Über Menü -> Drehmaschine -> Außendrehen -> Stufenprofil
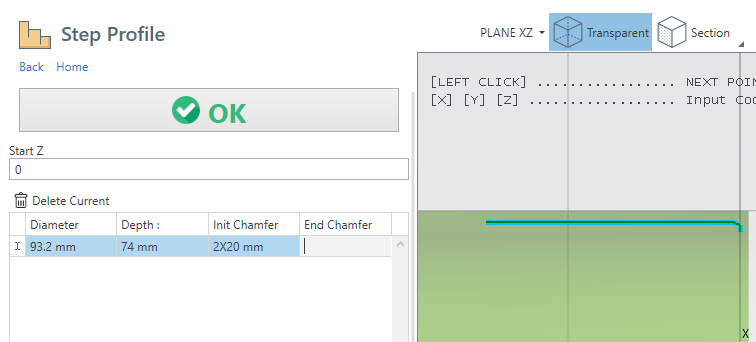
Für dieses Profil reicht ein Durchmesser aus. Bearbeiten Sie in der Stufenprofil-Tabellensteuerung wie folgt:
Durchmesser: 93.2
Tiefe: 100 - 26, der Rechner löst zu 74 auf.
Manchmal gibt es in der Zeichnung keinen direkten Hinweis auf das benötigte Maß.
Aber Sie können es mit einer einfachen Berechnung ermitteln. Mit dem integrierten Rechner genügt es, Ihre Zeichenfolge in die Zahlenfelder einzugeben und den Wert zu erhalten.
Fase initialisieren: 2x20. Damit können Sie eine Fase mit einer Breite von 2 mm und einem Winkel von 20° zeichnen. Wenn Sie nur '2' eingeben, erhalten Sie den üblichen Winkel von 45°.
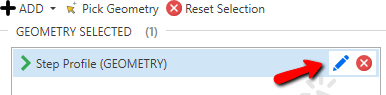
Drücken Sie [OK], um das Profil zu übernehmen. Sie können dieses Profil später bearbeiten. Um den Bearbeitungsbildschirm für dieses Schrittprofil erneut zu öffnen, können Sie:
- Klicken Sie mit der rechten Maustaste im Ansichtsfenster auf das Profil und wählen Sie BEARBEITEN aus dem Kontextmenü.
- Klicken Sie auf die Schaltfläche Bearbeiten in der Geometrieliste im Arbeitsbildschirm.
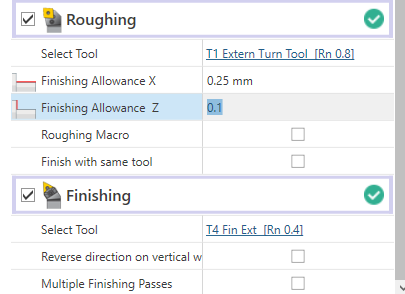
Stellen Sie im Bearbeitungsbildschirm für Außendrehen Folgendes ein:
Schlichtzugabe X: 0.25
Schlichtzugabe Z: 0.1
Schlichtbearbeitung aktivieren
Drücken Sie [OK], um zu speichern und zur Startansicht zurückzukehren
6 - Zentrierbohren
Jetzt müssen Sie den Innenteil des Bauteils bearbeiten.
Zuerst müssen Sie eine Bohrbearbeitung hinzufügen, über MENÜ -> DREHMASCHINE -> Zentrierbohren auf der Drehmaschine
Der nächstgelegene Wendelplattenbohrer, der in meiner Werkzeugverwaltung verfügbar ist, hat einen Durchmesser von 24 mm. Stellen Sie daher unter der Bohrbearbeitung Folgendes ein:
Durchmesser: 24
Tiefe: 24 * 3. Normalerweise hat ein Wendelplattenbohrer eine maximale Arbeitstiefe von 3 x Durchmesser. Im Feld sehen Sie 72 mm.
7 - Werkzeug bearbeiten
Wahrscheinlich ist das automatisch ausgewählte Werkzeug für die Bohrbearbeitung ein 24-mm-HSS-Bohrer. Ich muss es bearbeiten und einen Wendelplattenbohrer auswählen.
Klicken Sie auf das Feld Werkzeug auswählen, um den Werkzeugauswahldialog zu öffnen.
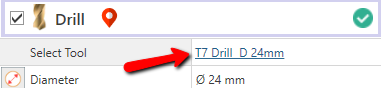
Dadurch wird der Werkzeugauswahldialog geöffnet.
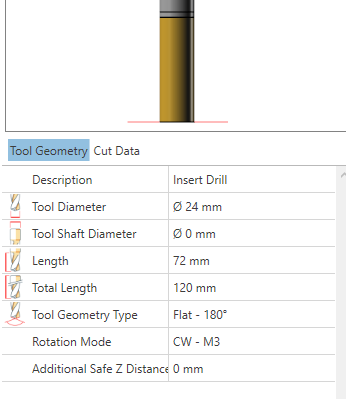
Wählen Sie den 24-mm-Bohrer aus und bearbeiten Sie die Werkzeuggeometrieeigenschaft wie folgt:
Länge: 24*3
Gesamtlänge: 120
Werkzeuggeometrietyp: Flach 180°
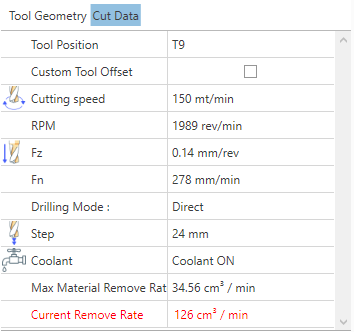
Und dann die Schnittdaten wie unten. Betrachten Sie diesen Wert als Richtwert. Sie müssen die Schnittdaten verwenden, die Ihr Werkzeughersteller für das Rohteilmaterial angibt.
Schnittgeschwindigkeit: 150
Fz: 0.14
Bohrmodus: Direkt
Klicken Sie auf die Schaltfläche [Werkzeug auswählen] im unteren Teil des Werkzeugauswahlfensters, um zu speichern und zum Hauptfenster zurückzukehren.
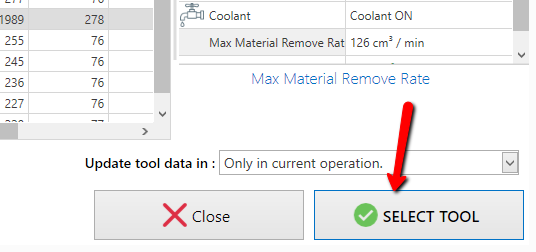
Hier können Sie auf [OK] klicken, um den Bohrbearbeitungsbildschirm zu schließen.
8 - Innendrehen
Von MENÜ -> Drehmaschine -> Innendrehen -> Stufenprofil
Diese Bearbeitung ist der vorherigen Außenbearbeitung sehr ähnlich.
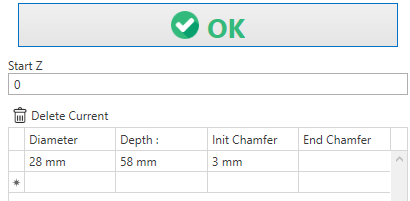
Geben Sie diese Werte im Stufenprofilmuster ein:
Durchmesser: 28
Tiefe: 58
Anfangsphase: 3
Drücken Sie [OK], um den Profilmusterbildschirm zu schließen, und drücken Sie erneut [OK], um den Innenbearbeitungsbildschirm zu schließen.
9 - Innengewindedrehen
Von Menü -> Drehmaschine -> Innengewindedrehen
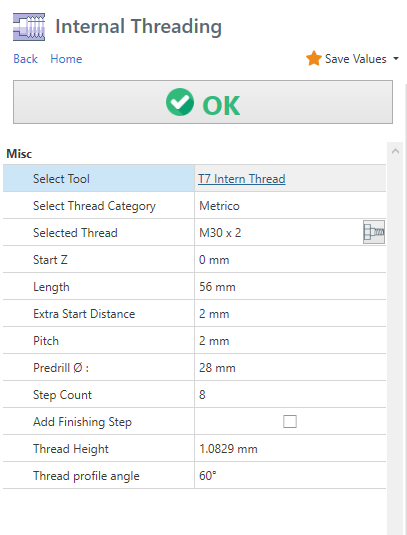
Dieses Teil erfordert ein Gewinde M30x2, stellen Sie daher ein:
Gewindekategorie auswählen: Metrisch
Gewinde auswählen: M30 x 2
Länge: 56
Alle anderen Felder werden automatisch ausgefüllt, wenn Sie die Eigenschaft [Select Thread] definieren.
Wenn das benötigte Gewinde nicht verfügbar ist oder Sie etwas an der Standard-Gewindeeigenschaft ändern müssen, verwenden Sie die Gewindetabelle. Siehe den zugehörigen Artikel für weitere Informationen.
10 - Außenplanstechen
Über Menü -> Drehen -> Außenplanstechen -> Standard
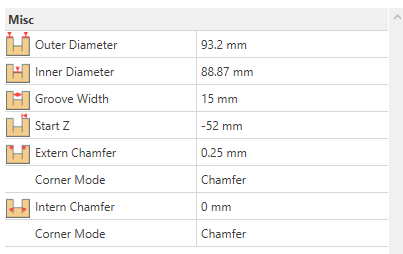
Für die erste Nutgeometrie legen Sie fest:
Außendurchmesser: 93.2
Innendurchmesser: 88.87
Nutenbreite: 15.0
Start Z: -52.0
Außenfase: 0.25
Wenn Sie weitere Nutgeometrien erstellen müssen, müssen Sie keine zusätzliche Bearbeitung hinzufügen.
Fügen Sie einfach eine neue Form zur Geometrieliste hinzu.
Hinzufügen -> Standard
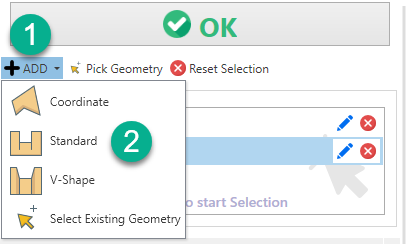
Für diese zweite Nutgeometrie legen Sie fest:
Außendurchmesser: 93.2
Innendurchmesser: 78.5
Nutenbreite: 6.4
Start Z: -33.6
Außenfase: 0.25
Innenfase: 1.0
Eckenmodus (bezogen auf die Innenfase): Verrundung
Für die dritte und vierte Nut fügen Sie eine weitere Standardgeometrie zur Liste hinzu und verwenden Sie dieselben Parameter wie für die zweite Nut.
Ändern Sie einfach den Start-Z-Wert auf -20,4 für die dritte und auf -7 für die vierte Stechgeometrie.
Kehren Sie zum Bildschirm der Stechbearbeitung zurück.
Legen Sie unter Schruppbearbeitung fest:
Schlichtzugabe X: 0.15
Schlichtzugabe Z: 0.15
Aktivieren Sie die Schlichtbearbeitung.
Drücken Sie [OK], um zur Startseite zurückzukehren.
An diesem Punkt sollten Sie etwa Folgendes haben.
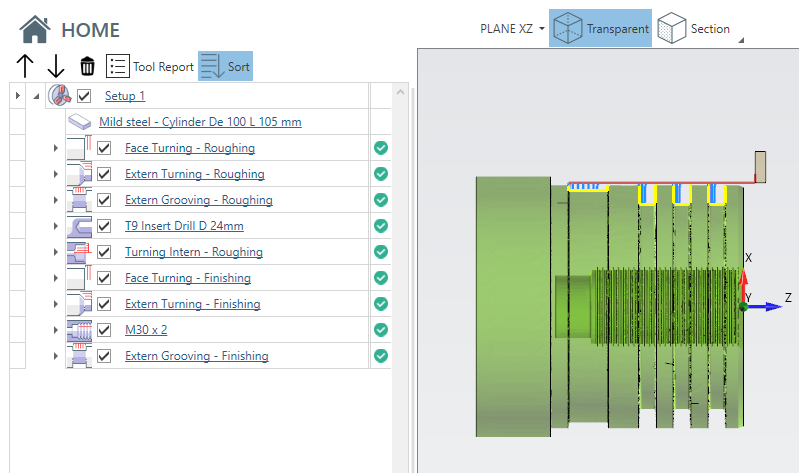
Der zweite Teil dieses Tutorials behandelt die Fertigstellung des Kolbenteils.