Werkzeugradiuskorrektur
In SimplexCAM stehen 3 Kompensationsmodi zur Verfügung:
Im CNC-Modus und Werkzeugverschleißmodus wird am Anfang und am Ende des Werkzeugwegs automatisch eine lineare Annäherungsbewegung hinzugefügt.
Dies ist erforderlich, um die Maschinenkompensation zu aktivieren.
Im Ausgabecode sind Codes zum Aktivieren/Deaktivieren der Fräserradiuskorrektur sichtbar (normalerweise G41/G42/G40).
Die lineare Annäherungsbewegung ist 5 % größer als der Werkzeugdurchmesser.
Computermodus
Dies ist der kompatibelste Modus, da der endgültige Pfad automatisch berechnet wird. Der Ausgabecode enthält keine Befehle zur Kompensation (normalerweise G41 - G42).
Es ist nicht möglich, den Werkzeugweg über die Maschinentabelle anzupassen. Sie müssen sich keine Gedanken über die Einstellung des Werkzeugdurchmessers im Werkzeugdurchmesser-Register machen.
Dies ist nicht geeignet, wenn Sie enge Toleranzen in Ihrem Werkstück einhalten müssen.
Siehe unten auf der Seite für Informationen zum Ausgabecode.
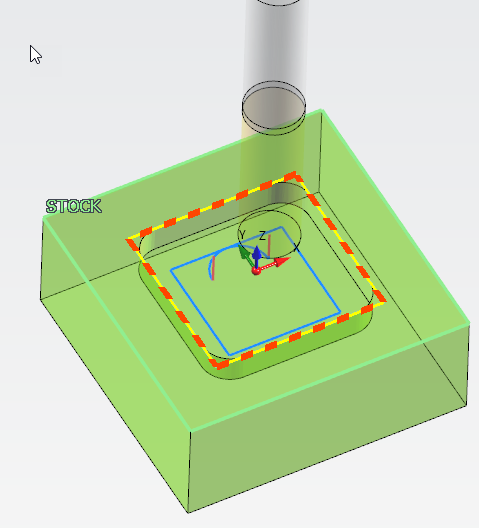
Computerkompensationsmodus:
CNC-Modus
Dies ist der am wenigsten kompatible Modus. Der Ausgabepfad spiegelt exakt das Geometrieprofil wider. Alle Versatzabstände und effektiven Werkzeugwege werden von der CNC-Maschine berechnet.
In diesem Modus muss der Werkzeugdurchmesser in der CNC-Maschinentabelle definiert werden. Es ist möglich, den Werkzeugverschleißwert anzupassen, um eine mögliche Werkzeugauslenkung zu kompensieren.
Die Werkzeugwegvorschau und Simulation zeigen immer den unkompensierten Weg. Dies kann für den Benutzer visuell irreführend sein.
Der Werkzeugweg wird in der CNC-Maschine kompensiert, sodass Sie dort den gewünschten Werkzeugweg erhalten.
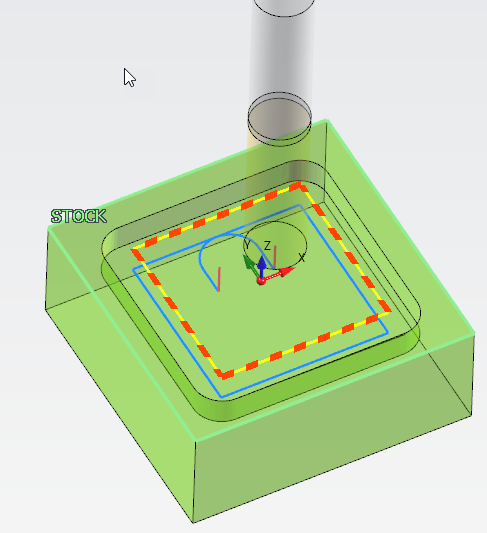
CNC-Kompensationsmodus:
Werkzeugverschleißmodus
Der Korrekturdurchmesser wird vom Computer berechnet, aber Sie können den Werkzeugweg auch durch Bearbeiten der Maschinenwerkzeug-Verschleißtabelle anpassen.
Dies ermöglicht weniger Kompatibilitätsprobleme mit der CNC.
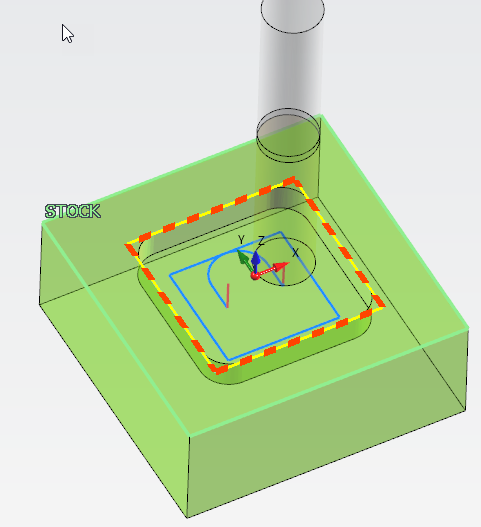
Werkzeugverschleiß-Kompensationsmodus:
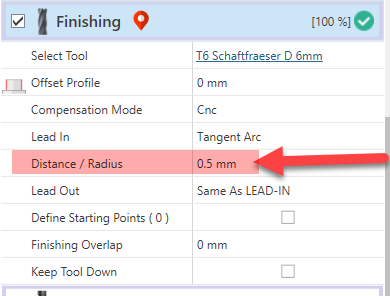
Sowohl bei CNC-Kompensation als auch bei Werkzeugverschleißkompensationwird ein Fehler ausgegeben, wenn die Werkzeugweg-Engine keine korrekte Ein-/Ausfahrbewegung erzeugen kann.

Wenn dies passiert, versuchen Sie, den Anfahrradiuswert unter der Schlichtbearbeitung zu reduzieren.
Ausgabecode
Um dem Maschinisten klar zu machen, welche Kompensation aktiviert ist und welche Werte er in das CNC-Werkzeugregister eintragen muss, sind im Ausgabecode alle diese Informationen sichtbar.
Sowohl in der Werkzeugübersicht als auch beim tatsächlichen Aufruf des Werkzeugs.
Beispiel für Computerkompensation:
In der Werkzeugübersicht:
(#7 - END MILL D 8MM COMP COMPUTER - RADIUS COR VALUE 0)
Beim Werkzeugaufruf:
N5 (POCKET - FINISHING) (COMP COMPUTER - RADIUS CORRECTOR VALUE 0) (END MILL D 8MM)
Beispiel für CNC-Kompensation:
In der Werkzeugübersicht:
(#7 - END MILL D 8MM COMP NCCONTROL - RADIUS COR VALUE 4)
Beim Werkzeugaufruf:
N5 (POCKET - FINISHING) (COMP NCCONTROL - RADIUS CORRECTOR VALUE 4) (END MILL D 8MM)
Beispiel für Werkzeugverschleiß:
In der Werkzeugübersicht:
(#7 - END MILL D 8MM COMP TOOLWEAR - RADIUS COR VALUE 0)
Bei Werkzeugaufruf:
N5 (POCKET - FINISHING) (COMP TOOLWEAR - RADIUS CORRECTOR VALUE 0) (END MILL D 8MM)
Auf diese Weise können Sie direkt aus dem G-Code ersehen, welcher Kompensationsmodus aktiviert wird und welchen Wert der Maschinenbediener in die Maschinentabelle eintragen muss.
Aus diesen Kommentaren müssen Sie den Werkzeugdurchmesser nur bei CNC-Kompensation einstellen; bei den anderen beiden Modi müssen Sie den Werkzeugdurchmesser auf 0 setzen.