Schneidenradiuskompensation
In SimplexCAM müssen Sie sich nicht um die Schneidenradiuskompensation kümmern.
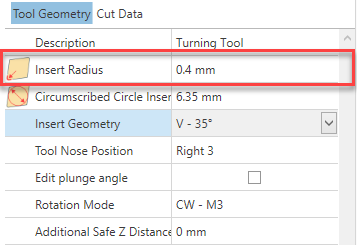
Legen Sie einfach den korrekten Schneidenradiuswert und die Werkzeugausrichtung im Werkzeuggeometrie-Dialog fest.
Es wird kein G41 / G42 / G40 oder entsprechende Codes ausgegeben, da die Schneidenkompensation bereits von der Software angewendet wird.
Der Werkzeugweg wird automatisch kompensiert.
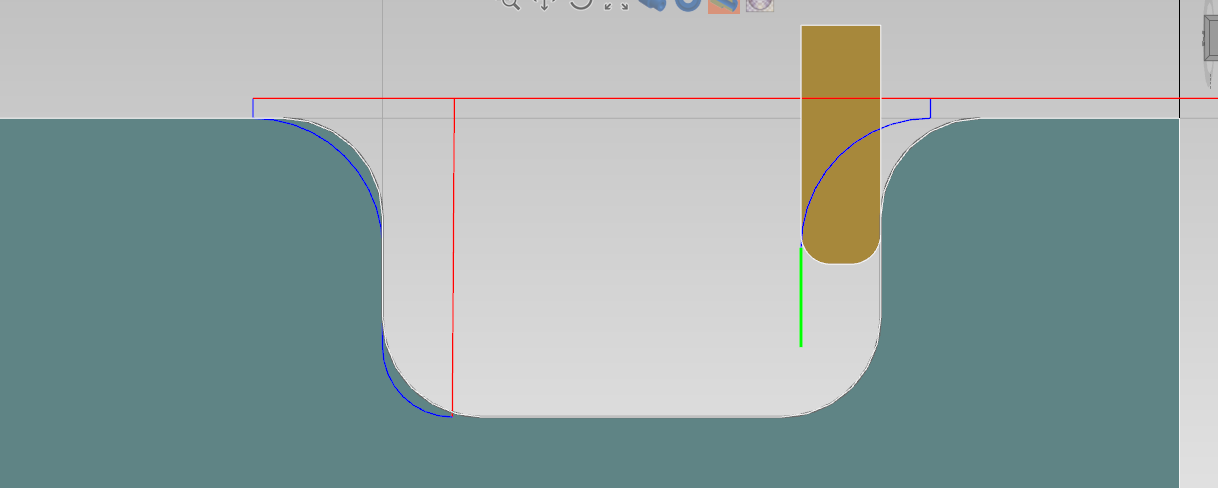
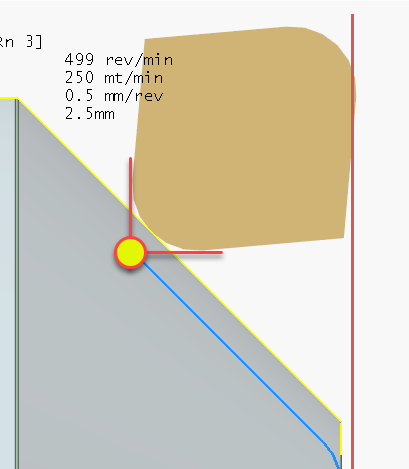
In den folgenden Bildern sehen Sie in Blau (und Grün) den Pfad, dem das Werkzeug folgt, um das programmierte Profil zu erzeugen.

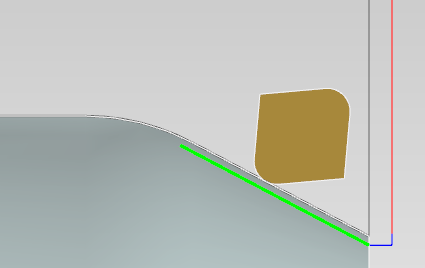

Warum folgt der Werkzeugweg nicht exakt der Profilgeometrie?
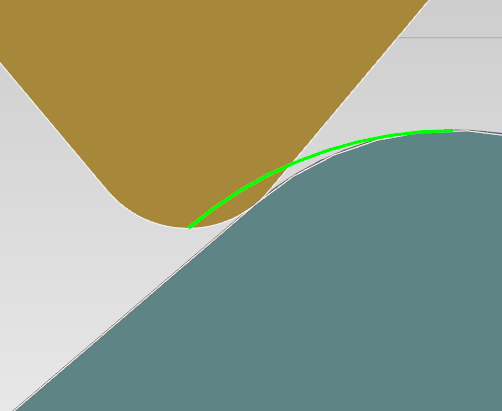
Beachten Sie, dass Sie den theoretischen Punkt des Werkzeugs steuern – siehe den gelben Punkt im Bild unten.
Damit der tatsächliche Kontaktpunkt des Werkzeugs die Geometrie berührt, muss der Werkzeugweg entsprechend dem Werkzeugspitzenradius und seiner Position versetzt werden.
Dieser Versatz wird automatisch von der Software verarbeitet, ohne Verwendung der Maschinenkompensation (G41/G42).
Referenz
Um die Schneidenradiuskompensation an der Drehmaschine besser zu verstehen, können Sie bei Google suchen.
Oder lesen Sie hier einige gute Dokumentationen:
http://cncprograming.blogspot.it/2011/07/tool-nose-radius-compensation-g40-g41.html