Gewindedrehen
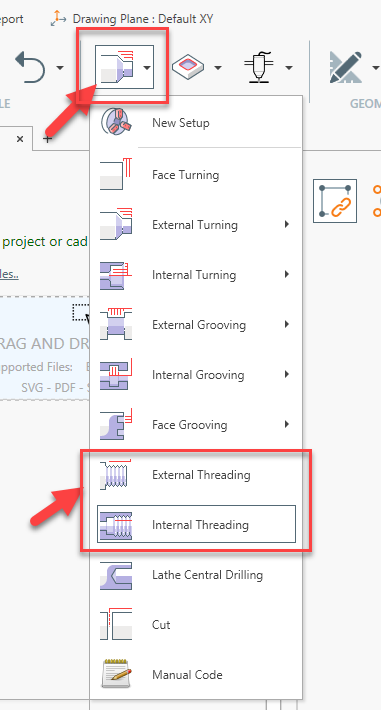
Um eine Gewindedrehbearbeitung hinzuzufügen, wählen Sie über MENÜ -> DREHEN -> AUSSEN- oder INNENGEWINDE aus.
Im folgenden Bildschirm sehen Sie die erforderlichen Parameter.
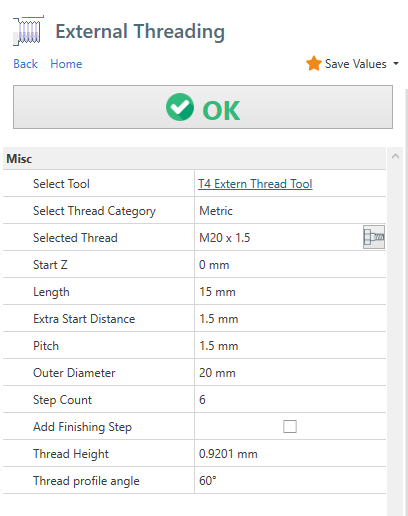
Sie können Standard-Gewindedaten auswählen, indem Sie eine Gewindekategorie und dann die gewünschte Gewindezeile aus der Dropdown-Liste auswählen.
Nach Auswahl des gewünschten Gewindes werden alle zugehörigen Felder mit den Standarddaten aus der Gewindetabelle gefüllt.
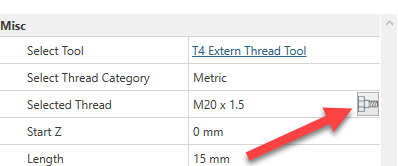
Um das Fenster der Gewindetabelle zu öffnen, klicken Sie auf die im folgenden Bild gezeigte Schaltfläche oder über MENÜ->BEARBEITEN-> GEWINDETABELLE
Weitere Informationen finden Sie im entsprechenden Artikel zur GEWINDETABELLE unten.
Gewindedreh-Makro anpassen
Um das Gewindedreh-Makro anzupassen, bearbeiten Sie die Vorlage [Makro - Gewindedrehen] im Postprozessor.
Siehe auch:
Wo finde ich die vollständige Tag-Liste?
Bitte beachten Sie, dass auch einfache Bewegungen anstelle des Gewindedreh-Makros möglich sind. Dies ist nützlich, wenn eine ordnungsgemäße Makro-Anpassung für die Steuerung problematisch ist.
Siehe hier für weitere Informationen.
Fanuc-ähnlich G76
Ab Build 396
Referenz: https://gcodetutor.com/cnc-machine-training/g76-thread-cycle.html
Beispiel für G76 für ein Fanuc-ähnliches Makro.
G76 {FIRST_DIA_CODE} {END_Z_CODE} {PITCH_CODE} P{THREAD_DEPTH_VALUE_1000_INT} Q{FIRST_INCREMENT_RADIAL_1000_INT} R{FINISH_PASS_DEPTH}
Siemens G33 Bewegung mit K-Code
Ab Build 304
Um im Siemens-Controller die G33-Syntax mit K-Code zu aktivieren, bearbeiten Sie im Postprozessor-Dialog die folgenden Eigenschaften:
- [Thread Feed Code Prefix] oder [Prefix for feed Gewindedrehen movement] > Setzen Sie "K"
- [OPTIONAL] Thread Movement on ZX Ebene > "{MOVE_MODE}{COMP_CODE}{COO_X_DIA}{COO_Z}{FEED_THREAD_CODE}"
- Work Move - Thread Syncronized > Setzen Sie " G33 "
- Macro - Drehmaschine Gewindedrehen > Leeren Sie die Eigenschaft