Erstellung des Postprozessors für Drehmaschine Siemens 840D
Übersicht
Auf dieser Seite sehen Sie ein praktisches Beispiel, wie der Postprozessor angepasst werden kann.
Die betreffende Steuerung ist eine Siemens 840D.
Über diesen Link kann das zugehörige Handbuch im PDF-Format heruntergeladen werden.
Das Ergebnis finden Sie auf der Postprozessor- Download-Seite.
Abhängig von der Steuerungskonfiguration kann Sinumerik sowohl den SINUMERIK- als auch den ISO-Dialektmodus mit G290/G291-Code unterstützen.
Auf dieser Seite wird der SINUMERIK-Modus verwendet.
Wenn Sie etwas Falsches sehen oder eine Korrektur vorschlagen möchten, kontaktieren Sie mich bitte.
Bevor Sie beginnen, werfen Sie einen Blick auf die Seite "So bearbeiten Sie den Postprozessor"
Erstellen Sie eine neue Postprozessor-Datei
Der von SimplexCAM standardmäßig generierte G-Code ist ein "Fanuc-ähnlicher" Code. Ich muss ihn anpassen, damit er auf dieser Maschine läuft.
Zuerst muss ich einen vorhandenen Postprozessor klonen und umbenennen.
Bitte lesen Sie die entsprechende Dokumentationsseite für diesen Schritt.
Ändern Sie die Standard-Erweiterung der Ausgabedatei
Die .MPF Erweiterung der Ausgabedatei wird von dieser Steuerung benötigt.
Setze die [Dateinamensvorlage] auf {PRJ_FILENAME}.MPF
Siehe diese Dokumentation Seite für weitere Informationen zu diesem Schritt.
Programmkopf- und Fussbereich bearbeiten
%-Zeichen werden nicht unterstützt und der Kommentar erfordert ein ;-Zeichen am Anfang.
Aktualisiere die Vorlage [Kopf Neues Programm] wie folgt:
;{PRG_NAME}
{SIEMENS_840_WORKPIECE_DEFINITION}
;CREATED {CREATION_DATE}
{TOOL_SUMMARY}
M5 M9 M30
Setze den Rohteil-Definitionsplatzhalter im Programmkopf
In der Kopfvorlage siehst du das Tag {SIEMENS_840_WORKPIECE_DEFINITION}
Dieses Tag enthält die formatierte Zeichenfolge, die von Siemens 840D benötigt wird, um das in der Maschinengrafik verwendete Werkstück zu definieren.
Vorschubmodus
G95 wird anstelle von G99 verwendet, um den Vorschub in mm/U oder Zoll/U zu definieren
G94 wird anstelle von G98 verwendet, um den Vorschub in mm/min oder Zoll/min zu definieren
Suche und aktualisiere also die Postprozessor-Eigenschaften [SYNC Vorschubmodus] und [ASYNC Vorschubmodus] mit den Werten G95 und G94.
Bearbeitungsköpfe
Die Bearbeitungskopfvorlagen werden aufgerufen, um die einzelne Bearbeitung zu initialisieren.
Wenn angetriebene Werkzeuge verfügbar sind, haben die Bearbeitungen, die sie verwenden, eine eigene Vorlage.
Aktualisiere die folgenden Vorlagen wie folgt:
[Bearbeitungskopf-Code]:
Dies ist der Standard-Bearbeitungskopf.
EMPTY_LINE}
{LINE_N}
{ORIGIN}
;{OP_DESC}
{COOLANT_CODE}
{BRAKE_OFF_PLACEHOLDER}
{FEED_MODE}{WORKPLANE_SYSTEM}
G26S{REV_LIMIT_VALUE}
;Z MIN {MIN_Z_VALUE}
{TOOL_CALL_TEMPLATE}
TC(1)
{SPEED_MODE}S{SPEED_VALUE}{SPINDLE_ORIENTATION}
[Bearbeitungskopf-Code (OHNE WERKZEUGWECHSEL)]:
Dieser Kopf wird aufgerufen, wenn der Werkzeugwechsel nicht aufgerufen wird.
{EMPTY_LINE}
;{OP_DESC}
;Z MIN {MIN_Z_VALUE}
{ORIGIN}
{SPEED_MODE}S{SPEED_VALUE}{SPINDLE_ORIENTATION}
[Bearbeitungskopf-Code (MIT ANGETRIEBENEN WERKZEUGEN)]:
Dieser Kopf wird aufgerufen, wenn das angetriebene Werkzeug der Drehmaschine in der Bearbeitung verwendet wird.
{EMPTY_LINE}
{LINE_N}
{ORIGIN}
;{OP_DESC}
{COOLANT_CODE}
{BRAKE_OFF_PLACEHOLDER}
{FEED_MODE}{WORKPLANE_SYSTEM}
;{RADIUS_COMP_INFO}
;{TOOL_LABEL}
;Z MIN {MIN_Z_VALUE}
{TOOL_CALL_TEMPLATE}
TC(1)
SPOS[4]={OPERATION_AXIS_C_ANGLE_VALUE}
{BRAKE_ON_PLACEHOLDER}
S{SPEED_VALUE}{SPINDLE_ORIENTATION}
[Kopfcode der Bearbeitung (MIT LEBENDIGEN WERKZEUGEN und OHNE WERKZEUGWECHSEL)] :
Dieser Kopfbereich wird aufgerufen, wenn das Drehmaschinen-Live-Werkzeug in der Bearbeitung verwendet wird, der Werkzeugwechsel jedoch nicht aufgerufen wird.
{EMPTY_LINE}
;{OP_DESC}
;Z MIN {MIN_Z_VALUE}
{ORIGIN}
SPOS[4]={OPERATION_AXIS_C_ANGLE_VALUE}
S{SPEED_VALUE}{SPINDLE_ORIENTATION}
{EMPTY_LINE}
Drehzahlbegrenzer
Für die Drehzahlbegrenzung wird G26 anstelle von G50 verwendet, um die maximale Drehzahlbegrenzung der Spindel festzulegen.
Diese Änderung wurde bereits im vorherigen Bearbeitungskopfbereich vorgenommen.
Werkzeug aufgerufen durch Werkzeugbeschreibung
Wenn die Werkzeuge durch die Werkzeugbeschreibung aufgerufen werden, nicht durch die Werkzeugnummer.
Eigenschaft suchen und bearbeiten [Werkzeug basierend auf definieren:] bis ToolNameField
Hinweis : das {TOOL_CALL_TEMPLATE}-Tag wird im Bearbeitungskopfbereich verwendet.
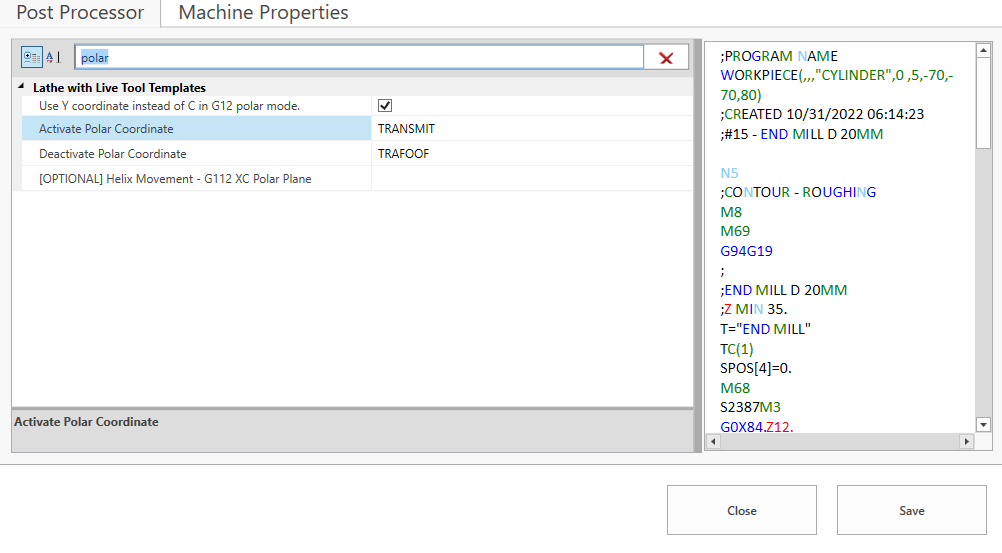
Stirnfräsen in der XC-Ebene ( G12-Äquivalent )
Suchen und bearbeiten Sie "Polarkoordinate deaktivieren" auf TRAFOOF
Diese Steuerung verwendet die Y-Koordinate anstelle der C-Koordinate. Überprüfen Sie daher die Eigenschaft "Y-Koordinate anstelle von C im G12-Polarmodus verwenden"